






















A biopharmaceutical is a medicinal product made using living cells or biological systems rather than traditional purely chemical synthesis. These products are central to modern medicine because they make it possible to treat diseases with highly specific biological mechanisms.
Biopharmaceuticals already play a major role in oncology, autoimmune disease, diabetes, vaccines and advanced therapies. Their importance comes not only from what they are, but from how closely their production depends on controlled bioprocessing from cell culture to purification.
Biopharmaceuticals sit at the intersection of biology, medicine and manufacturing. They are therapeutic products, but they are also highly demanding bioprocesses.
What is a biopharmaceutical?
A biopharmaceutical is a medicine produced using living cells, microorganisms or biological expression systems. These products are often proteins, antibodies, nucleic acid-based products or other biologically derived therapeutics rather than small molecules made mainly by chemical synthesis.
This matters because biological origin changes everything about the product, from molecular complexity to manufacturing, quality control and storage conditions.

A biopharmaceutical is defined not only by what it treats, but by the biological way it is produced.
How biopharmaceuticals differ from traditional drugs
The clearest difference is origin and complexity. Traditional drugs are usually small, chemically synthesized molecules. Biopharmaceuticals are generally larger, more complex and much more dependent on living systems for their creation.
Traditional pharmaceuticals
Usually based on chemical synthesis, smaller molecular structures and more conventional manufacturing routes.
Biopharmaceuticals
Usually biologically derived, structurally more complex and much more sensitive to process conditions during manufacturing.
With biopharmaceuticals, the process is not separate from the product, it is part of what defines the product.
Main types of biopharmaceuticals
Biopharmaceuticals include several important therapeutic categories, and each one comes with its own production and regulatory challenges.
Widely used in oncology, autoimmune disease and targeted therapeutic strategies.
Includes products such as insulin, growth factors and other therapeutic proteins.
Many modern vaccines rely on biological production systems and advanced formulation routes.
One of the most advanced and process-sensitive areas within the broader biologics landscape.
How biopharmaceuticals are made
Biopharmaceutical manufacturing usually starts with an engineered or selected biological system, followed by controlled cultivation, recovery, purification and formulation. This is why the field is so tightly linked to upstream and downstream bioprocessing.

Why biopharmaceuticals matter so much today
Biopharmaceuticals matter because they have expanded what medicine can do. They make it possible to target mechanisms that are difficult or impossible to address with many conventional small-molecule drugs.
They also matter because they have changed the structure of pharmaceutical manufacturing itself. The more medicine depends on biologics, the more critical bioprocess equipment, scale-up logic and advanced downstream capability become.
Biopharmaceuticals are not only innovative medicines, they are one of the strongest reasons why bioprocess engineering has become so strategically important.
How TECNIC fits this workflow
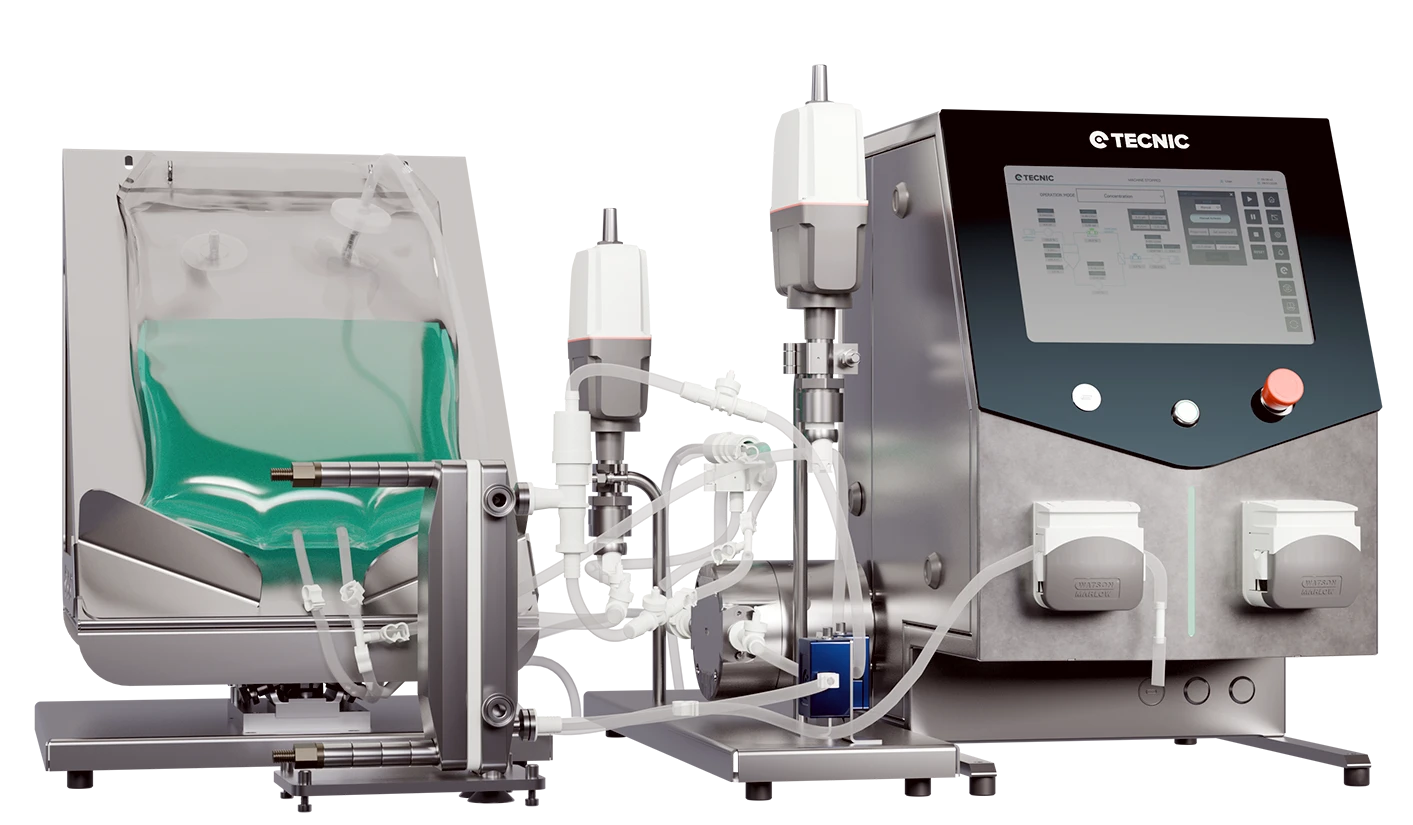
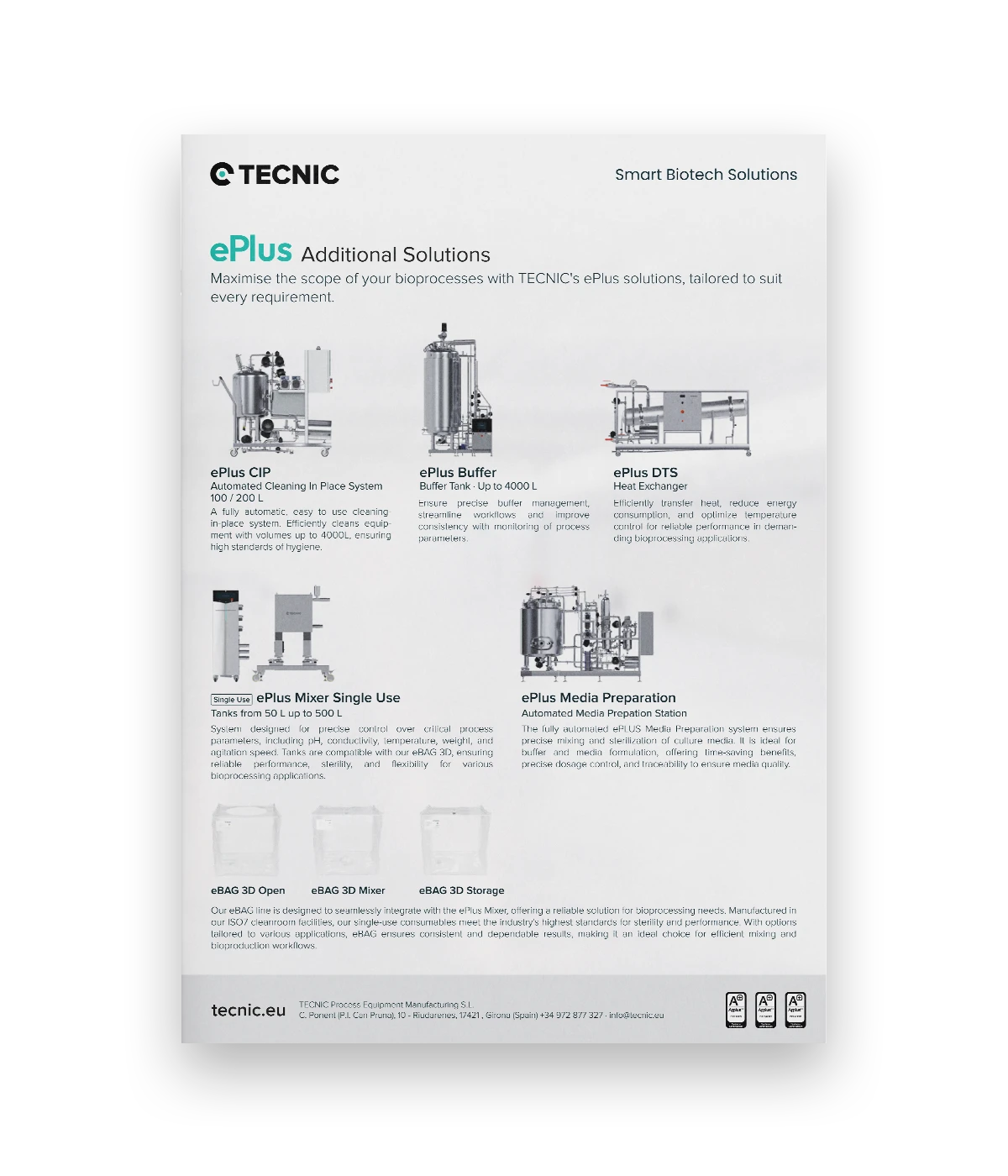
TECNIC fits this topic naturally because biopharmaceutical production depends on controlled equipment from upstream cultivation to downstream concentration and diafiltration. The bridge between concept and real biologics manufacturing is process technology.
Bioreactors
Relevant for controlled upstream development and scale-up in biologics manufacturing.
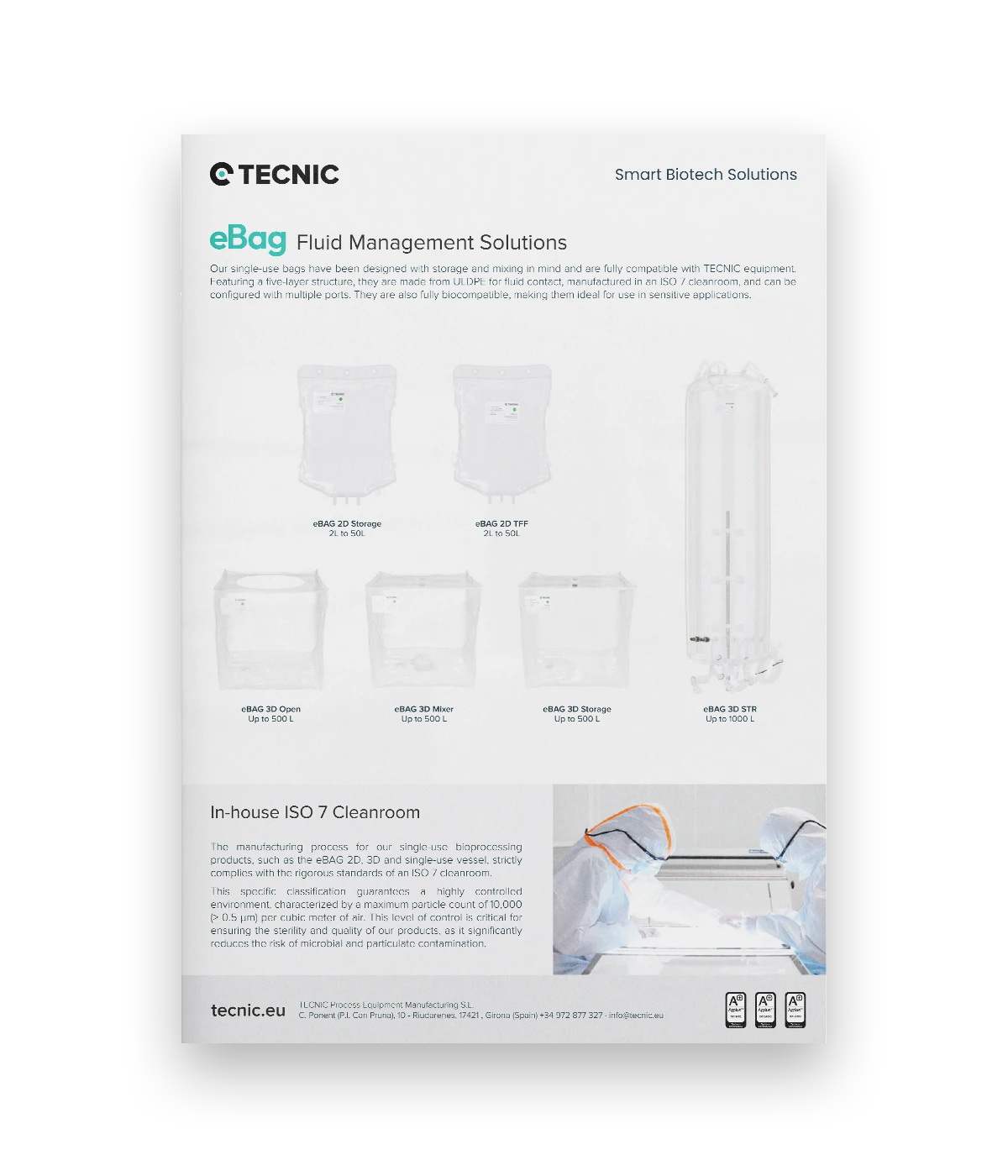
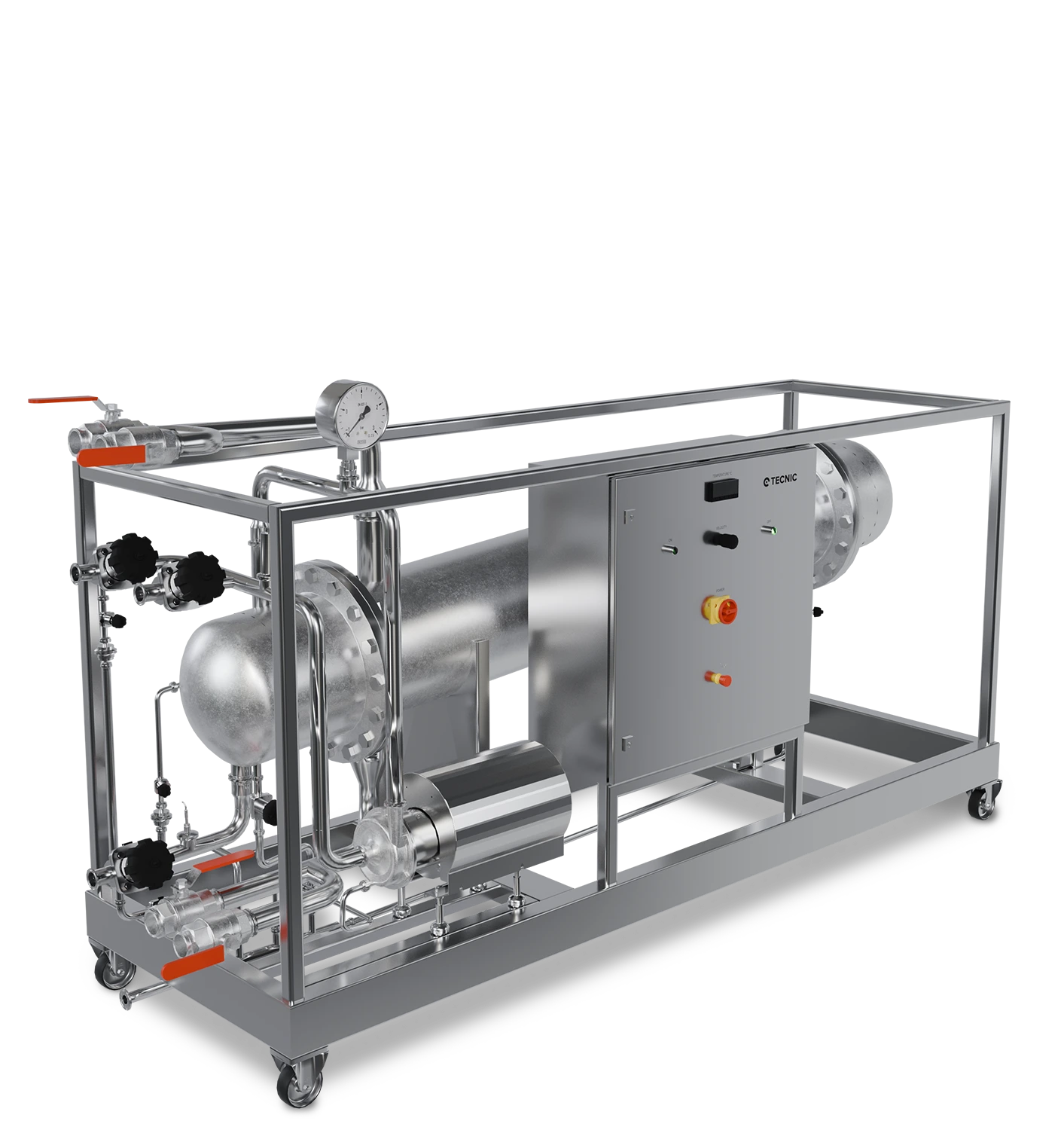
TFF systems
Relevant for downstream concentration and diafiltration in biopharmaceutical workflows.
Laboratory equipment
Useful where biologics development begins at small scale and needs reliable process control.
Contact TECNIC
When a biologics workflow becomes a real process challenge, technical discussion is more useful than theory alone.
This article works best when biopharmaceuticals are presented as both therapeutic products and complex manufacturing processes.
Frequently asked questions
What is a biopharmaceutical?
It is a medicinal product made using living cells or biological systems rather than traditional purely chemical synthesis.
How is a biopharmaceutical different from a traditional drug?
It is usually biologically derived, structurally more complex and much more dependent on controlled process conditions during manufacturing.
What are examples of biopharmaceuticals?
Examples include monoclonal antibodies, recombinant proteins, vaccines and some gene and cell therapy products.
How are biopharmaceuticals produced?
They are generally produced through cell culture or fermentation, followed by recovery, purification, formulation and strict quality control.
Why are biopharmaceuticals important?
Because they enable highly specific modern treatments and have become central to many advanced medical strategies.
Exploring how biopharmaceutical manufacturing connects with scalable bioprocessing?
Explore TECNIC’s bioprocess solutions or speak with our team to review the right setup for controlled biologics workflows.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}